Controlling spray nozzles to spray exactly when needed can be problematic. With simple spray nozzles - hydraulic nozzles - the only input variable is the fluid pressure supplied to the nozzle. Pressure can be varied to increase and decrease flow rate, but it's not very responsive.It is a fairly crude way of controlling the overall flow rate, and it can have a big effect on the other spray properties which you may not want to alter.
If you increase pressure to increase the flow rate, you're also going to decrease the droplet size. You might change the spray pattern slightly or the spray angle. In short, it is not a very effective way of getting precision control.
So, how do we control nozzles on, for example, a coating line where we want to get the exact amount on target to coat something in a regular repeatable way? There are a number of options.
Control valves
The first thing we can do is add a control valve. Adding a shut-off valve near the nozzle can help control the on/off cycle. A basic hydraulic valve is unlikely to offer enough responsiveness for precision spraying, however. A solenoid valve gives great responsiveness but it also offers no control over flow rate so you only have the pressure to do that.
For a basic, continual spray line that activates when the conveyor turns on, this is perfectly fine. You don't really need a precision control there. But if you're doing any kind of stop/start spraying, a basic valve will not be suitable.
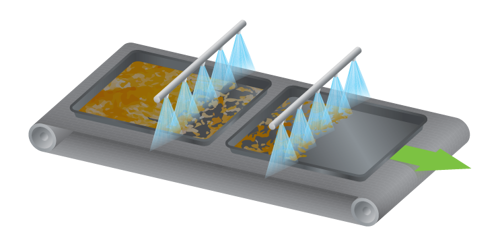
Air actuation
The next option you could consider is air actuated spray nozzles. With these, you have a spring loaded shut-off valve inside the nozzle itself which is generally set to ‘off’. So, if there's nothing to overcome the force of the spring, the nozzle stays off but air – compressed air - can be used to overcome the force of the spring.
Air is very responsive. You can hook up a number of nozzles to a compressed air line and then you can control the on/off of the air via the solenoid valve. A single valve can control multiple nozzles. Because air moves very quickly and because it's very responsive, far more so than liquid, you can actually achieve some fairly impressive on/off cycle rates up to about three times per second.
This is getting quite precise. So for those conveyor type coating applications where you want to start spraying and stop spraying when the target is underneath the spray nozzles, this is normally perfectly responsive enough. But again, we've got no particular control over the actual fluid spray properties here other than by varying the fluid pressure.
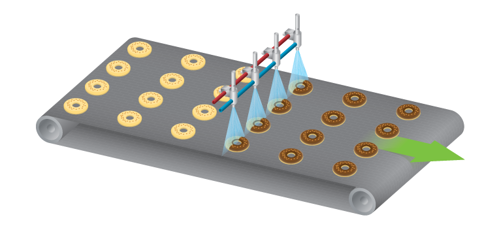
Air atomising nozzles
So that moves us on to air atomising nozzles. By using air atomising nozzles, we are adding another variable into the spray mix.
We have two fluids coming into the spray nozzles: the liquid we're trying to spray and the air. The air is used to atomise the spray and drive it onto the target.
The interplay between the air and fluid pressure can give us some quite dramatic variations in the types of spray that we can achieve from a single nozzle set up. When you also use the air in there to actuate the nozzles, exactly the same way as the air actuated nozzles mentioned before, you can get that same three times a second on/off cycle. Air atomisers can deliver very low flow rates and keep the spray on target because the air can drive even fine sprays where they need to go and they can deliver very small drop sizes.
If you know what you're doing, you can get a lot of different spray types out of a single nozzle set up. However, that control can be quite tricky to set up. You’ve got to know what you need and you have got to have very precise control over the fluid and the air pressure there.
Electrically actuated nozzles
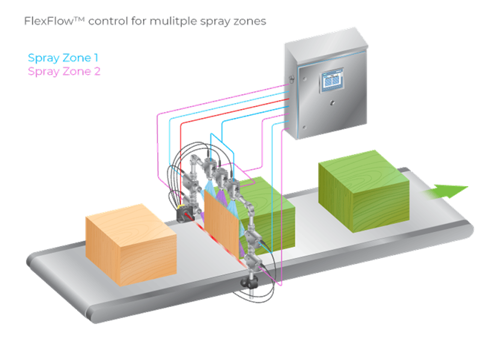
Electronically actuated nozzles give the ultimate level of control because, with this type of nozzle, we have a rapid response solenoid valve built into the nozzle body itself and the nozzles are linked to an electronic control system.
No air is being used so we are losing that second variable but we're introducing another set of variables because the solenoid valve is integrated directly into the nozzle. This allows up to an impressive 150 on/off cycles per second.
When we can achieve that level of control, we can do a process called pulse-width modulation (PWM) which rapidly pulses the nozzle on and off so fast that the flow rate can be reduced but the spray remains evenly distributed, even on fast-moving conveyors.
We're not going to affect the spray angle. We’re not actually changing the fluid pressure, at all. So we’re getting the same spray angle and the same drop size out of that nozzle. But we’re just reducing the flow rate by actually having the nozzle off, say, half the time but we're still getting an even coating.
We can vary the flow rate by pulse-width modulation. We can vary the frequency of the modulation to change the coating uniformity. We can set spray cycle times, we can set a delay between the trigger and the spraying.
We can control up to 20 different spray zones, each linked to an individual trigger.
These are all controllable from a simple touch panel interface. This gives the ultimate degree of control even over very, very complex automated spray set ups.
So this can be achieved with multiple nozzles operating from multiple sensors, perhaps spraying on different spray cycles depending on what you're looking to achieve.
How much does a FlexFlow™ electronically controlled spray nozzle system cost? Watch our video to find out.
We hope this article gives a good overview of the options available for controlling spraying for precision applications. For more info on which control method might be best for your precision spraying application, visit:



Microplastics evading capture in wastewater treatment
Can anyone provide a link to a credible peer-reviewed study demonstrating toxicity from microplastics? This report uses words like ´potential´ and...